
L’attenzione è tutta posta su questo argomento ultimamente. Si punta a stampanti sempre più veloci, possibilmente da estrarre dalla scatola già configurate, senza doverci smanettare troppo. I consigli tendenzialmente si focalizzano su estrusori, hotend, ventole e tutti questi fattori sono assolutamente determinanti nel processo, ma oggi voglio svelarti un TRUCCO per rendere le tue stampanti 3D ISTANTANEAMENTE più VELOCI SENZA DOVER SPENDERE UN CENTESIMO. Vediamo come!
Conosci la tua stampante?
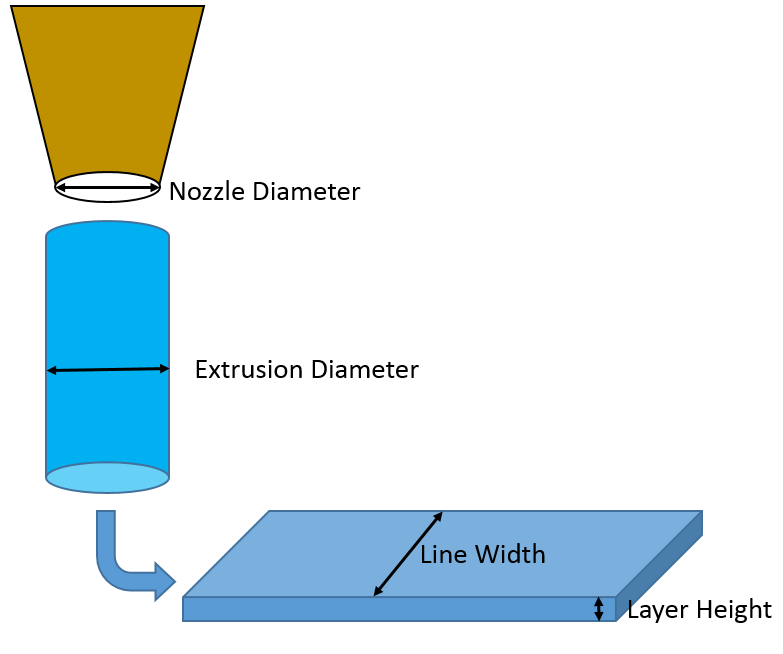
Se ti chiedessi che diametro di ugello stai utilizzando sapresti rispondermi? Mi riferisco al diametro del foro da cui il materiale viene estruso (se non conosci il processo di stampa recuperati la nostra guida in merito). Questa informazione è molto utile nella stampa 3D per calibrare i propri profili di slicing. Se non hai idea del diametro che stai usando non preoccuparti, è molto probabile che sia scritto sull’ugello stesso, ti basterà dunque controllare per capire se sia uno 0.2mm, uno 0.6mm, 0.8mm e così via. In caso non dovesse esserci scritto, sappi che il diametro con cui vengono solitamente venduti gli ugelli di queste macchine è 0,4mm.

Ma perché ci interessa questa informazione? Nel processo di stampa questo elemento ricopre un ruolo fondamentale, in quanto il diametro dell’ugello utilizzato determina la larghezza dei perimetri estrusi. Significa che se usiamo un ugello 0.4mm, le pareti della nostra stampa saranno file da 0.4 mm di larghezza poste una vicino all’altra. Se invece avessimo un ugello 0.6mm, avremmo file da 0.6mm di larghezza, e così via.
Arriviamo al dunque: il trucco del diametro
Ci dobbiamo dunque concentrare sulla larghezza d’estrusione, in inglese extrusion width, delle pareti (walls). È facile intuire che se le pareti della nostra stampa sono da 0.6, la macchina riuscirà a realizzare il pezzo in un tempo più breve rispetto a quello che impiegherebbe con un ugello da 0.4mm.
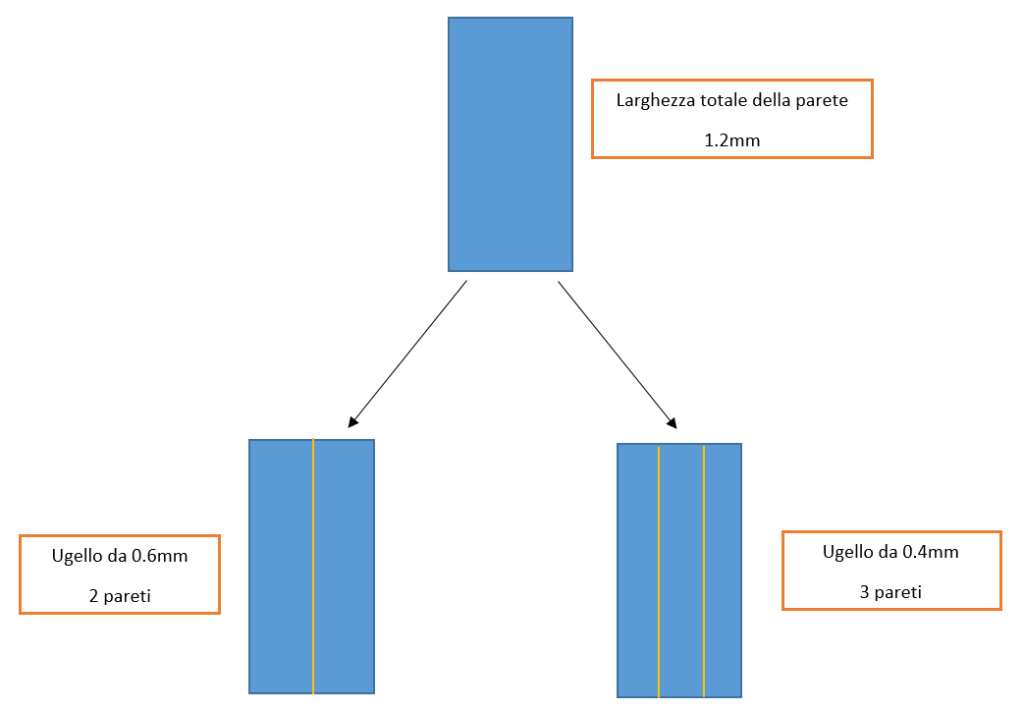
Mentre con l’ugello da 0.4mm serviranno tre passaggi per finire la parete, con quello da 0.6 ne basteranno due, riducendo notevolmente il tempo di stampa. Quindi all’atto pratico come funziona questo trucco?
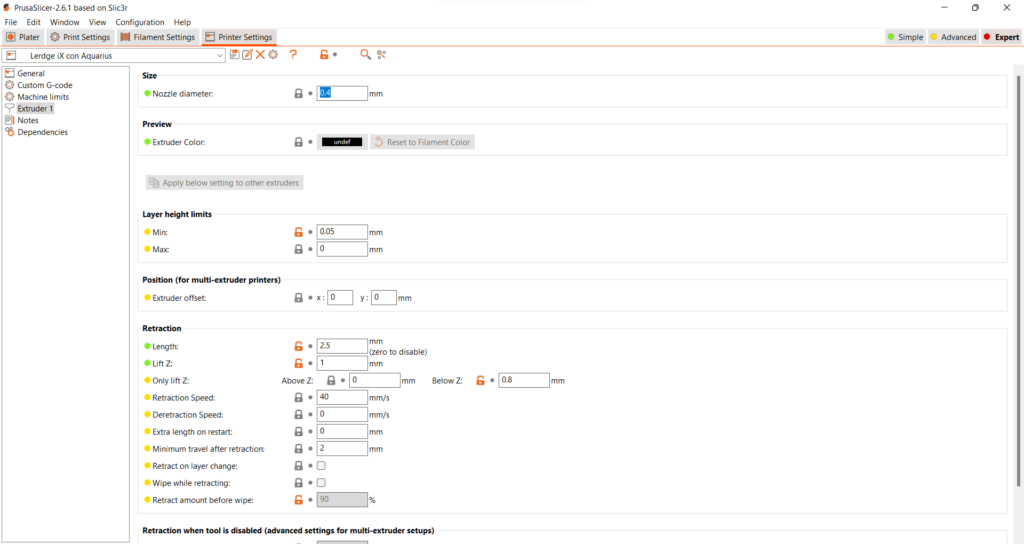
Bisogna sapere che lo slicer calcola la larghezza di estrusione basandosi sul diametro di ugello impostato. Ci basterà dunque impostare un ugello da 0.6 mm, inducendo il software a creare il G-code con calcoli basati su un diametro da 0.6mm, anziché da 0.4mm. Si può fare anche usando un ugello da 0.6mm ma impostando 0.8mm e così via. In questo modo non solo avremo stampe più veloci, ma i dettagli saranno più puliti perché stiamo usando un ugello più “preciso” di quello dal diametro virtuale.
Tendenzialmente si usa una differenza massima di 0.2mm tra il diametro reale e quello che impostiamo sullo slicer, andiamo a vedere perché.
Limiti
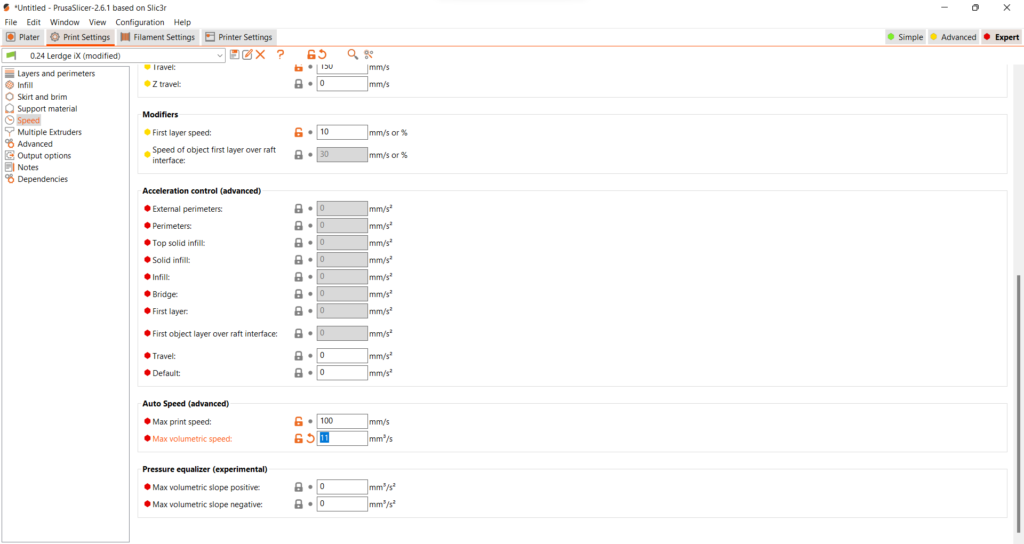
Nonostante questo sia un trucco davvero efficace per aumentare la velocità delle vostre stampe senza diminuirne la qualità, dovete sapere che c’è un limite della stampante che non può essere superato con questa procedura. Stiamo parlando del flow rate massimo del vostro hotend. Il flusso massimo determina l’entità del volume che il vostro hotend riesce ad estrudere in un dato periodo di tempo, di solito misurato in mm³/s. Gli hotend standard V6 o MK8 presentano valori che si aggirano attorno ai 10 mm³/s. Per trovare il limite della nostra stampante possiamo usare un generatore di G-code online per una stampa di test. Consiglierei il test di Teaching Tech, in quanto è molto semplice da usare e veloce da stampare.
Una volta trovato il flusso massimo del vostro hotend, sapete fin dove potete spingervi con la vostra macchina. Si può impostare anche un limite di sicurezza nel vostro slicer.
Conclusioni
Quindi con questa procedura molto semplice avete visto come poter diminuire notevolmente il testo di stampa dei vostri pezzi. Ci sono ovviamente un sacco di altri parametri che si possono modificare per aumentare la velocità della stampa, e li vedremo piano piano su questo blog.
